津上205走心机g代码是怎样的?加工如何选择工艺和刀具
专栏:公司新闻
发布日期:2020-07-09
阅读量:16633
收藏:
大家在使用津上205走心机的时候,需要了解很多的代码,比如g代码,那么津上205走心机g代码是怎样的?加工如何选择工艺和刀具呢?今天就给朋友们详细的介绍下这些问题,以供参考。
大家在使用津上205走心机的时候,需要了解很多的代码,比如g代码,那么津上205走心机g代码是怎样的?加工如何选择工艺和刀具呢?今天拓东精密就给朋友们详细的介绍下这些问题,以供参考。
津上205走心机g代码
津上205走心机g代码是怎样的?
津上205走心机g代码有很多,比如G0 位置决定;G1直线插补;G900背面单独运转程式块跳读等。其中津上走心机循环车削指令为G83正面钻削循环;G90内外径切削循环。
日本津上走心机,哪家代理商可靠呀?
作为津上精密机床的一级代理商,拓东精密向每位客户保证:只要是在拓东精密买的走心机,均提供系统的机床操作指导,让客户学以致用。通过培训后的客户,在今后的生产过程中,出现了任何关于机床操作上的问题,均可以直接向拓东精密的售后团队咨询,0.5小时内响应,专业人士为你解答。
走心机加工如何选择合适的刀具与工艺技巧
虽然选择合适的刀具和工艺似乎相当困难,但利用现有的宝贵资源,可以帮助制造商完成大多数微小零件的加工。由于竞争日趋激烈,能否选用最先进的刀具和工艺来提高生产率,以保持技术领先地位,可能会决定企业制造业务的成败。而选择合适的刀具合作伙伴,也能保证加工获得成功。

津上205走心机g代码
虽然不同的微切削加工需要采用不同的切削策略和加工顺序,但仍有一些在许多情况下都适用的技术诀窍和加工指南:
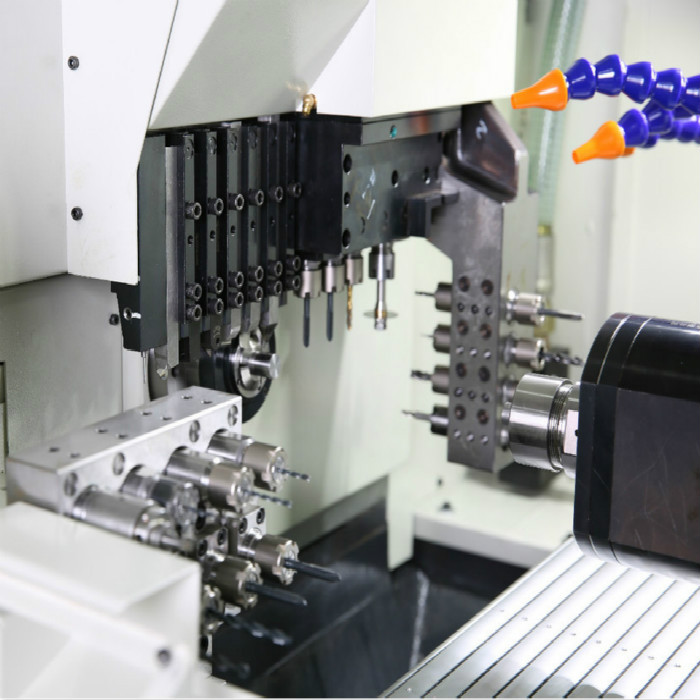
(1)在数控走心机上加工时,应首先在正主轴上进行钻削和内圆车削加工,由于导套可对棒料起到支撑作用,因此可提高加工稳定性。
(2)第二步应在正主轴上车削外圆。如果可能的话,最好一次走刀完成全切深,以缩短切削时间,从而提高加工稳定性。
(3)第三步应进行铣削加工。应优先选择端面铣削。由于旋转主轴的稳定性和功率有限,因此切削力越小越好,而端面铣削可以满足这一要求。
(4)为了在切断工序之前对工件外径进行最后阶段的加工,通常采用高生产率的反车加工,一次走刀完成加工有助于减小振动。
(5)切断是在正主轴上完成的最后一道工序。两个主轴相互离得越近,零件悬伸量就越小,表面光洁度也越好。
(6)最后,在副主轴上完成最终精加工。该工序通常为内径加工,但也可以是外径加工。
通过以上的内容,我们已经了解了津上205走心机g代码的情况了,可见,津上205走心机g代码有很多,大家在学习的时候,一定要用心,具体的可以咨询拓东精密。
说点什么
发表
最新评论