分享最常用的数控走心机指令代码
专栏:行业动态
发布日期:2021-04-02
阅读量:30250
收藏:
数控走心机是现在精密加工业中不可或缺的高端设备,想要熟练使用必须进行先期的技术培训,掌握编程方法、熟悉指令代码,今天就分享最常用的数控走心机指令代码
分享最常用的数控走心机指令代码
关键词:数控走心机指令代码 2020-07-06 17:56
描述:数控走心机是现在精密加工业中不可或缺的高端设备,想要熟练使用必须进行先期的技术培训,掌握编程方法、熟悉指令代码,今天就分享最常用的数控走心机指令代码。
数控走心机是现在精密加工业中不可或缺的高端设备,想要熟练使用必须进行先期的技术培训,掌握编程方法、熟悉指令代码,今天就分享最常用的数控走心机指令代码。
一、走心机常用M代码
M0程式停止;
M1选择性停止;
M3轴正转;
M4轴逆转;
M5轴停止;
数控走心机指令代码
M6轴锁定;
M7轴打开;
M8C轴ON;
M9C轴OFF;
M10夹头关闭;
M11夹头打开;
M14吹气装置ON;
M15吹气装置OFF;
M20单一循环停止;
M21错误检测ON;
M22错误检测OFF;
M23倒角ON;
M24倒角OFF;
M25冷却油1ON;
M26冷却油1OFF;
M27切断刀破损检测(主轴);
M27工件夹取及制品排出检测(副轴);
M29刚性攻丝;
M36回转工具马达正转;
M37回转工具马达逆转;
M38回转工具马达停止;
M40Z1~Z2同步控制ON;
M40Z1~Z2同步控制OFF。
二、走心机常用G代码
G0位置决定:为快速从现在位置移动到程式位置时指令。
G1直线插补:从现在位置到程式位置,刀具以F指令的进给速度作直线移动(切削)时的指令。
G2、G3圆弧插补:从现在位置到某一位置,工具以F指令的进给速度以半径为圆弧作移动(切削)。
G2、G3螺旋插补:在圆弧插补的同时,可利用指定平面外的轴移动指令使工具在螺旋面上动作进行螺旋的插补。
G4暂停:经过时间继电器内指令的时间后,执行下一程式块。
G10程式数据输入:可进行工具磨损补正量的设定和变更。
G17 X-Y平面选择。
G18 Z-X平面选择。
G19 Y-Z平面选择:在进行圆弧插补和刀尖R补正指令时,需要进行平面选择。
G25主轴速度变动检测OFF指令。
G26主轴速度变动检测ON指令:在主副轴的回转速度比指令回转速度低或高时,进行报警的机能(单独程式块指令)。
G28参考点复位:以快进速度决定指令中间点位置后,再以快进速度从该点移动(复位)。
G30第2参考点复位:以快进速度决定指令中间点位置后,再以快进速度从该点移动(复位) 到第2参考点位置。
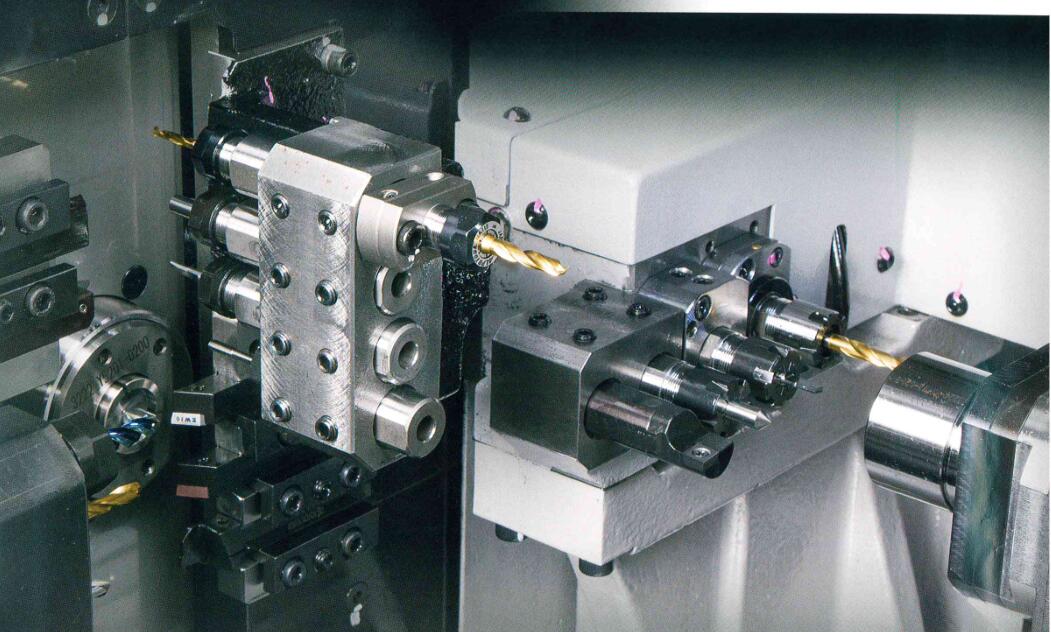
三、拓东精密VA2走心机特征

数控走心机指令代码
最适宜小工件的高速·高效加工;
宽度仅1,040mm超紧凑机型,有效利用空间,提高生产性;
双臂式ATC,实现高速ATC;
快移速度X.Y.Z 40m/min,实现高速化。
以上短文分享了常用的数控走心机指令代码,并解释了相应的含义。拓东精密长期代理进口、国产的各类走心机产品,想要了解走心机的最新资讯、学习编程和操作技术都可以向他们咨询。
说点什么
发表
最新评论